
Рисунок 1. Схема процесса глубокой вытяжки-штамповки пластичным металлом в жесткую матрицу.
1 – матрица; 2 – контейнер; 3 – пластичный металл; 4 – плоская заготовка.

Шлем «Рысь-Т» с кварцевым бронестеклом после испытания путей Пет (ТТ) с 5 м.
Исследования «НИИ Стали» показали, что чисто металлические преграды, даже с применением легких сплавов, для бронешлема не дают большого эффекта, поэтому было разработано альтернативное решение с применением комбинированных преград. Корпус комбинированного бронешлема сочетает в себе лицевой слой из легких сплавов с тыльным слоем из различных арамидных тканей с полимерными прослойками или из полиэтиленовых материалов. Толщина металлической оболочки выбирается с учетом обеспечения жесткости и максимальной энергоемкости корпуса бронешлема, разрушающего и деформирующего пулю. Роль полимерного подпора, реализующего преимущества высокомодульных материалов, при этом сводится к полному задержанию образовавшихся элементов демонтажа пули.
На практике получить цельноштампованную оболочку шлема из высокопрочного титанового сплава оказалось далеко не простым делом. При штамповке в затылочной части заготовки образовывалось недопустимое утонение, значительная доля заготовок уходила в брак из-за разрывов листа. «НИИ Стали» совместно с Национальным институтом авиационных технологий (НИАТ) впервые разработана технология изготовления цельнотянутого металлического корпуса шлема глубокой вытяжкой-штамповкой пластичным металлом в жесткую матрицу. Схема процесса представлена на рис. 1.
Сущность этого технологического процесса состоит в том, что плоская заготовка (4) укладывается на поверхность матрицы (1) и прижимается пластичным металлом (3), который залит в контейнер (2). Контейнер с пластичным металлом прикреплен к ползуну пресса. При рабочем ходе пластичный металл прижимает заготовку к поверхности матрицы и сворачивает ее в полость матрицы.
Разработанный способ холодной листовой штамповки-вытяжки пластичным металлом имеет большие технологические возможности по сравнению с существующими процессами штамповки и обеспечивает:
– возможность работы с различными металлическими материалами (стали, титановые и алюминиевые сплавы) различных толщин;
– изменение исходной толщины материала при вытяжке этим способом составляет не более 5-8%;
– создание условий для получения больших коэффициентов вытяжки за один проход;
– предотвращение складкообразования.
Данный метод позволил сократить сроки подготовки производства шлемов и снизить трудоемкость изготовления изделий, стоимость штамповой оснастки, затраты на основной металл, что очень важно при серийном производстве. Только такой способ изготовления позволяет получать металлические оболочки с максимально равномерной толщиной стенки (с минимальными утонениями). Это обеспечивает равномерные защитные свойства по всей поверхности шлема.
Разработанная специалистами «НИИ Стали» комбинированная структура шлема не имеет зарубежных аналогов. Технология его изготовления включает в себя штамповку корпуса из легких сплавов, штамповку подпора из арамидных тканей и окончательную сборку. Впервые она была применена при изготовлении бронешлемов «Алтын» с титановым корпусом, стоящих на снабжении КГБ (ФСБ) с 1980-х гг. В настоящее время институтом разработан ряд модификаций комбинированных шлемов для различных сфер применения (общевойсковые 6Б6 и 6Б14, полицейский К6-ЗМ, для спецподразделений 6Б6-3, саперный К6-4, со встроенной гарнитурой для носимой радиостанции «Рысь-Т»).
Серийный комбинированный шлем для спецподразделений 6Б6-3 состоит из цельнотянутой титановой оболочки, тканево-полимерного подпора и подтулейного устройства в сборе. Для защиты лица бойца от пулевого обстрела из пистолета ПМ шлем оснащен откидным титановым забралом с бронестеклом в алюминиевой рамке.
Оптимизированная форма БШ обеспечивает необходимый регламентированный зазор между его внутренней поверхностью и головой человека. Это способствует достижению минимального допустимого уровня запреградного воздействия на голову, а также естественной вентиляции подшлемного пространства. Специальное подтулейное устройство обеспечивает надежную фиксацию шлема на голове. Он удобно и быстро снимается и надевается. Подтулейное устройство после повреждения легко заменить на новое без использования специальных приспособлений. Боец может самостоятельно подогнать его по размеру. Шлем хорошо сочетается со штатными средствами связи (их можно разместить прямо на корпусе), наблюдения и прицеливания. Масса такого бронешлема в сборе (без забрала) составляет 2,5±0,25 кг.
Комбинированный титановый шлем имеет противоосколочную стойкость, определяемую как скорость 50% непробития V50 не менее 800 м/с. Стойкость корпуса по ГОСТ Р 50744-95 – по 2-му классу, причем гарантируется сохранение его защитных свойств при температуре от -40°С до +40°С.
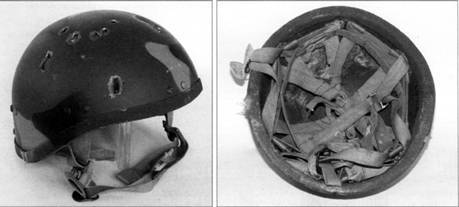
Шлем 6Б6 после испытаний. Титановая оболочка шлема пробита, максимально поглотив энергию поражающего средства. Тканевополимерный вкладыш шлема не пробит. Прогиб находится в допустимых пределах.

Боец в шлеме «Рысь-Т».
Для МВД РФ разработан комбинированный титановый шлем «Урал» из нового титанового р-сплава высокой прочности (однофазного сплава титана с Р-структурой). Его масса на 10- 15% меньше, чем у шлема 6Б6-3, хотя он характеризуется таким же уровнем защиты.
Опыт использования комбинированных титановых шлемов разработки ОАО «НИИ Стали» в «горячих точках» показал, что они обеспечивают полную защиту при обстреле из автомата АК74 с дистанции 350 м и автомата АКМ с дистанции 500 м при попадании пули по нормали. Они значительно снижают (вплоть до безопасного) поражающее действие пуль автоматического оружия при обстреле с меньших дистанций под различными углами попадания. К важным достоинствам эксплуатации этих шлемов относится то, что их корпуса являются коррозионностойкими и немагнитными. Они могут использоваться для изготовления новых бронешлемов после истечения срока эксплуатации и утилизации.
«НИИ Стали» также впервые показал возможность изготовления комбинированного шлема 2-го класса защиты из броневых алюминиевых сплавов своей разработки. Это техническое решение впоследствии переняло и реализовало в своих изделиях ЗАО НПП «КлАСС». Алюминиевый вариант комбинированного шлема легче и дешевле титанового, но при этом величина тыльной деформации корпуса при пулевом поражении корпуса больше. Возможна деформация внешней поверхности при падениях и ударных нагрузках в процессе эксплуатации.
Перспективными работами в области совершенствования комбинированных бронешлемов 2-го класса защиты в настоящее время являются:
– разработка режимов термопластической деформации высокопрочных титановых сплавов (с пределом прочности ав =1 ООО-1300 МПа), позволяющих снизить массу титанового корпуса шлема на 15-20%;
– создание и применение экономнолегированных титановых р-сплавов с целью снижения стоимости титановых корпусов шлемов на 50-70% при той же массе либо на 20-35% при снижении массы на 15%;
– использование для изготовления корпуса шлемов алюминиевых сплавов с твердостью 1800-2100 МПа и слоистых материалов на их основе;
– проведение оптимизации структур тканево-полимерных подпоров с целью снижения их массы на 15-30% и уменьшения их стоимостных характеристик;